
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
感应加热弯曲成型法作为Z新技术加以推广使用
1 前言
在造船等钢结构的生产中,钢板的热弯曲成型占有很重要地位。传统的方法是采用火焰加热水冷成型法。该方法由于加热范围和温度无法准确控制,不能实现计算机控制的自动化操作,只能由操作者凭经验来完成,其结果导致效率低,形状达不到要求等问题。由于高频感
应加热可以比较准确地控制加热范围,热源移动速度和温度分布再现性好,这使实现计算机辅助自动弯曲成型成为可能。国外的造船厂正
把高频感应加热弯曲成型法作为Z新技术加以推广使用,同时感应加热弯曲成型也可应用于锅炉制造等热加工行业。要实现计算机辅助的高频感应加热自动弯曲成型过程,首先必须探明高频感应加热温度场
的特征。作为国家自然科学基金资助项目计算机辅助高频感应加热自动弯曲成型理论和技术的系列研究的一部分,本文针对高频感应加热的特点,提出了感应加热热源的有限元模型。用该模型分析了高频感应加热温度场,并通过实验结果的比较验证了本模型的有效性。Z后运用确定的热源模型对高频感应蛇形移动加热的温度场进行了有限元模拟计算,并对其温度场进行了分析讨论。所得到的温度分布将作为开发薄板成型计算机辅助系统的有关薄板成型过程中发生变形的有限元计算的基础。
2 电磁感应加热的热源特征
在高频感应加热弯曲成型工艺中,通常是在移动的环形感应线圈里施加高、中频炉的感应电流,通过电磁感应作用,对金属板表面加热,以取代
传统的火焰加热法。因此,必须首先掌握环形感应线圈感应加热热源的特征。由于所采用的感应频率较高,环形的感应线圈感应产生的热源可以认为是环形表面热源。经过理论的和实验结果的分析,可以认为其热源模型特征如图1所示,在中频炉的感应线圈中心热流密度较小,随着半径增大热流密度也逐渐增大, 当增加到Z大时, 维持一段
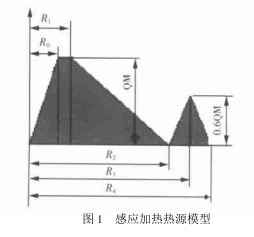
距离又开始逐渐衰减,而在圆环的边缘反而出现一个相对较高的热流密度区,在径向出现一个三角形热流密度的小波峰。不难理解,热流密度的半径以及峰值由于热源的不同会发生变化,所以确定热源模型的具体参数是本研究的关键。
3 热源模型参数的确定
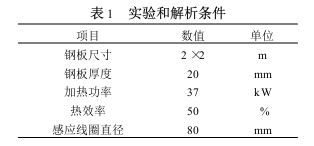
本研究首先假定热源参数,通过大量的有限元计算得到的结果与实验结果相比较,以确定热源模型的具体参数。在划分有限元网格时为了提高计算的精度和速度,将XY平面划分成非均匀网格,考虑到模型的对称性,从加热中心线取一侧作为研究分析对象,由于加热线附近的温度梯度大,所以在加热线附近的网格划分细密,而在远离加热线处采用较粗大的网格,研究对象及有限元网格划分如图2所示,温度场计算时采用JWRIAN的三
维8节点块体单元,其中单元总数为4320,节点总数为5453,实验和解析条件见表1。
材料为典型的低碳钢,感应线圈平面与被加
热钢板平面平行放置。材料常数与温度的关系如图3所示。取移动速度分别为300mm/ min、1000
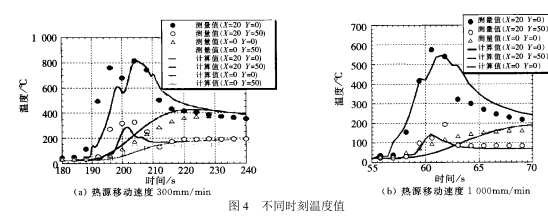

模型参数为R0 =7. 5mm, R1 =12. 5mm, R2 =42. 5mm, R3 =50. 0mm, R4 =52. 5mm, qmax1 =QM, qmax2=0.6QM的条件下,通过温度场的有限元计算得到各点的热循环曲线也在图中表示,其中图4(a)和mm/ min的2种情况。对4个位置的温度进行测量,它们分别是加热线中央上表面、距加热线中心50mm处以及加热线正下方板厚方向正中处和距加热线中心50mm正下方板厚方向正中处。钢板上不同点在不同时刻对应的温度测量值如图4上所标出的标定点所示。在假定的热源
图4(b)分别表示在300mm/ min和1000mm/ min的加热速度下的实验测量值和计算值。从图4中可以看到,实验测量值和计算值能够基本吻合,因此可以认为以上假定的热源模型参数是合理的。
4 蛇形加热温度场有限元计算
本节采用已经确定的热源模型参数,对一个典型的蛇形加热的过程进行温度场解析。
4. 1解析条件
选用蛇形加热时,研究对象及有限元网格划分如图5所示,温度场计算时采用ANSYS的三维块体单元SOLID70,该单元由8节点组成,有单
一温度自由度,单元总数为5280,节点总数为6601。解析条件见表2。
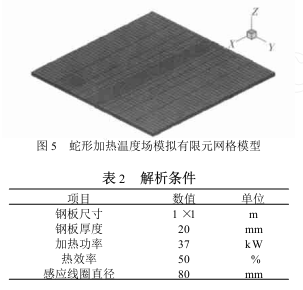
材料为典型的低碳钢,材料常数与温度的关系如图3所示。作为一个例子,蛇形加热的参数选为:热源移动速度为300mm/ min,热源摆动半振幅DYD=30mm,每周期内沿着X轴行进的距离DXD=100mm,热输入量QQ=10. 45J/ mm
4. 2解析结果
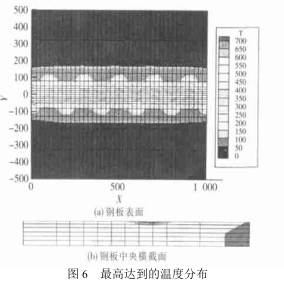
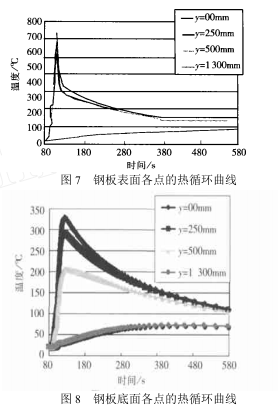
通过有限元计算得到蛇形加热时的温度场,其中图6为表面各点以及钢板中央横截面处各
点所经历达到的Z高温度。表面各点的热循环曲线分别如图7所示,而在钢板底面各点的热循环曲线分别如图8所示。
5 结论
(1) 高频感应加热热源模型的特征为:环形的感应圈中心正下方热流密度较小,随着距离中心半径的增大热流密度也逐渐增大,当增加到Z大值时,维持一段距离后又开始衰减,但在径向又将出现一个三角形的热流密度的小波峰。
(2) 通过实验和试算相结合确定了高频感应蛇形加热的热源模型的具体参数。
(3) 运用确定的热源模型对高频感应蛇形加热的温度场进行了有限元模拟计算,得到了温度场的分布,可以作为以后进行薄板成型的变形有限元模拟计算分析的基础。




















手 机:15038554363