
�����ɵ���Ӧ���ȿƼ�����˾
��ϵ��ʽ��15038554363
24Сʱ�������ߣ�15038554363
�� ��:1390003299@qq.com
��ַ������ʡ���������¹�ҵ��
��Ӧ����¯�����Ļػ����ļ��ַ�����
��Ӧ����¯����ػ����ҪĿ���ǽ��ʹ��Ӧ�����������������ƣ���ʱ���� ����Ϊ�˽���Ӳ���Դﵽ��������Ҫ��
������Ӧ����¯����Ļػ𣬴������������ַ�ʽ��
(1)�Իػ����ʱ����ȴ�����е�����ǰ�жϣ�ʹ�ڽ���Ӳ����IJ� �IJ�������������Ӳ�㣬�Ӷ�ʹ��Ӳ���ٴμ��ȣ��ﵽһ���Ļػ��¶ȣ�ʹ��Ӳ�� �õ���Ҫ�����֯�����ܡ����ַ��������ڱ����ڹ������ӡ��ֹ�ȵĴ��
ǰ��������20����50������Ϳ�ʼӦ������Ӧ����¯������������ᾱ���� �֡����ӵ������������������̿�����ͼ3-21����ʾ��

|
����Щ�Իػ����У�4〜5�������ٴ���ˮ��ȴ�������Իػ�4~5�� ���ù����ڿ�������Ȼ��ȴ��
�Իػ��յ��ŵ���ʡ����һ�ػ��豸���������ᾱ���Ϊ�������������� �����ڲ��ô˹��գ�ʹ�������Ͻ�ʡ��һ̨����100kW�Ļػ�¯��30m2�������� �������⣬����ʡ�˵��ܼ�ά�ȷ��á����ǣ��Իػ���Ҳ���ڲ���֮������ˣ���Ӧ���ܵ������ơ�
1���Իػ���ֻ�����ڼ��Ⱥ��IJ����㹻���������Ĺ��������Ҵ˲��� �ȴ�����Ӳ�����Ӧ���Ǿ��ȵģ��������Իػ���������Ӳ�Ȳ�һ �£�������������û�н����Իػ����磬�������ֳ�Ȧһ�μ��ȴ���Ҫ�� 48 -56HRC,�����Իػ�ȡ�úܺõ�Ч������Ȧ�����Իػ��¶��Ǿ��ȵġ������� ���ᾱ���ʱ�����м����ᾱ��������������ᾱ��������ν��ԵЧӦ�����ᾱ�� ����Իػ��¶ȸߣ�����������������������ò������ڽ�δ���Ƚ�����ɢ�ȿ�, �Իػ��¶ȵ͡���ˣ��������ε��ж�Ӳ����Եͣ��������������Ӳ����Ըߣ� ���˶���������Ӧ�����������ײ���������Ƶ����Ρ�
��ԵЧӦ����ͼ3-22��˵���������м���Իػ�Ч���ã�����Ч������� Ӳ�Ȳ��Լ5HRC������֤�����Իػ������ڼ��ȹ���ֱ������������ļ��ȷ� ʽ����d>m,��Ч�ʸߵķ�ʽ���������ȴ������ȷ�ʽ��ֱ��С���IJ�������С �Ĺ�����

|
2���Իػ��յ�����һ���ŵ������ļ�ʱ�ԡ�������֪����Ӧ����¯�����һ ��Ҫ��ʱ�ػ��Է�ֹ�ڻػ�ǰ�������ơ��Իػ�������ʵ���У�֤�����ڼ�ʱ �ػ𣬶�������ֱ��Ѽ�����һЩ�ڻػ�ǰ�ײ������ƵĹ������нϺõķ�ֹ ���ѵ�Ч����
��2����Ӧ����¯�ػ�
���ִ���Ӧ����¯����װ���У���Ӧ����¯�ػ�Ӧ�����������������ǿ��������������� ���������ڣ������ֲ����Իػ�δ�ܽ����һЩ���ѵ㡣
��Ӧ����¯�ػ����㣬�����������������ҽ�����Իػ���ڱ�ԵЧӦ��ȱ���Ϊ �ִ���������á���Ӧ����¯�ػ�һ�������ַ�ʽ��
1������ԭ���������õ�Դ����ԭ��Ӧ����¯��װ���£��ý����ʵİ취������ ��Ӧ����¯�ػ����ַ������ŵ���һ��װж����˴����ػ�����Ϊռ���˴�� ��λ�����Խ����������ʡ�
���ֹ���Ӧ����Ħ�г���������ЩС����ϡ�����ɨ�����Ҳ��ʹ��ͬ�� Ӧ���ô������Ƶ��ѹ��1/5〜1/6����ɨ����Ӧ����¯�ػ���ȱ�����ڻػ������ ������ԭ�������ȵĵ�Դ�������Ƶ�ʱ�Ȼ�Ǹ�������Ƶ�ʣ���ˣ���Ӳ��Ļ� ����ȫ���ȴ���������Ч�ʽϵ͡�
2�����ú��ʵĽϵ�Ƶ�ʵ���һ��Դ����Ӧ�����лػ����ڹ㷺������� ��������Ϊ��Ӧ����¯�����Ļػ��¶ȶ����ھ���㣬�����ֵ���300��,��ʱ, �ڵ����µĵ�������ȳ���800���µ�������ȵ�1/10〜1/4����ˣ��ػ� ��ѡ�õĵ���Ƶ��Ҫ�ȴ�����ʱ�ĵ���Ƶ��Ҫ�����࣬ϰ���ϲ���1000〜 4000Hz,��Щֱ�Ӳ��ù�Ƶ��������������ֳ�Ȧ�ȡ�
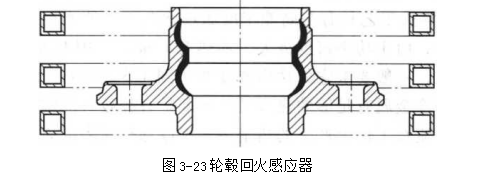
�ػ���Ӧ��һ����ö��ѣ���ЧȦ�빤���ļ�϶�Ӵ��һػֵ������ �ȴ������Ϊ����챻ػ���Ӧ������ͼ3.23��ʾ��
�������ɨ������ʱ����ػ��������Ӧ����¯�ػ𣬴�ʱ�������һ�ֽϵ�Ƶ �ʵĵ�Դ���ö�����Ӧ��������һ�μ��Ȼػ�
3����Ӧ����¯�ػ���ŵ㣺
-
����ʱ��̣������ʸߣ���Ӧ����¯���»ػ������ٶ�Ϊ4~2��H��/s,�и��»ػ� �����ٶ�Ϊ5~30Y/s,�������ù�Ƶ�ػ�һ��3����220���ػ�ʱ����30〜40s��
-
�ܵõ��ȶ���Ϻõ���ѧ���ܡ�




















�� ����15038554363