
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
名称:铝管加热退火生产线2020新型
价格:0
铝管感应加热连续退火生产线2020新型
一、整机机结构
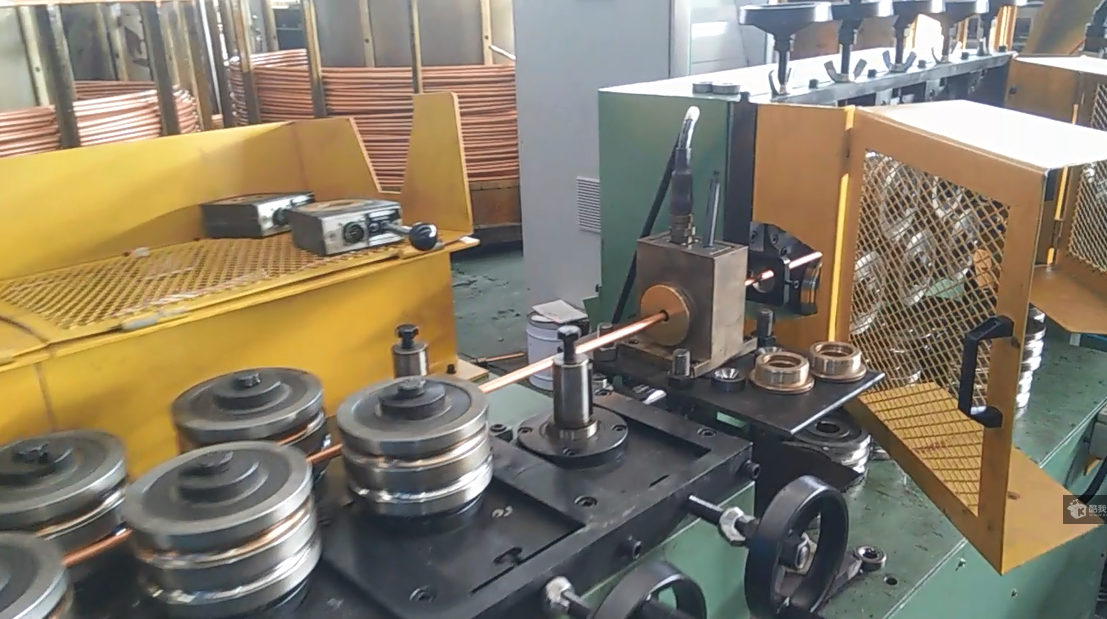
连续在线退火炉由放料机构、夹矫主机、加热中频炉、保温用中频炉、淬火及吹干机构、张紧机构、收料机构及辅助系统测速装置、计算机控制核心系统组成。在连续在线退火机组中,感应加热炉是整机正常运行的核心,计算机自动控制系统为控制核心。
工艺流程:放料筐就位―铝管经活套检测机构穿过井字辊至前夹送机构―清洗外壁―吹干―水平矫直―垂直矫直―垂直夹送―感应加热―保温―淬火冷却―吹干―夹送张紧机构―收料
控制制系统结构及特点
铝管感应加热连续退火生产线为全自动工作方式,在完成引管工作后,操作人员只需在线设置退火线速度和退火温度,其它所有操作均由计算机自动实现。本控制系统有以下特点:
(1)收、放料机构和夹矫机构的驱动系统采用系列矢量控制器,张紧机构的驱动系统采用直流控制器。
(2)计算机系统采用台湾研华。操作系统xp可以实现联网控制。
(3)人机接口采用三星23寸LED屏触摸屏十分方便操作和调试人员进行系统监控。
(5)应用软件除常规的逻辑控制外,管材感应连续退火控制器应用软件,具有以下功能:
①P―V(功率一速度)自动跟随功能。根据管材规格和退火工艺要求,中频电源
输出功率自动跟随铝管速度变化,保证退火温度稳定。TL400型铝管速度可在20一400m/min连续可调。
②采用实测模块计算中频电源的控制电压。该法简单可靠,不受测温度装置、
测功率系统工作状态的影响。精确的功率控制模型保证了退火炉的控制精度。
③铝管的微张力控制功能。铝管在加热过程中实现自动建张,从而使铝管在退火
状态下不被拉伸或堆缩。
④收、放料速度补偿功能。用活套检测和收、放料速度补偿计算,保证料筐的收、
放料速度跟随退火铝管的线速度变化,且放料稳定、收料均衡。
三、设备主要技术参数
|
序号 |
名称 |
规格 |
备注 |
||
|
1 |
加热材质 |
铝及铝合 |
|
||
|
2 |
退火管材外径 |
Φ6.0―22.0mm |
|
||
|
3 |
最大壁厚 |
0.3-2.0mm |
|
||
|
4 |
退火速度 |
30~400m/min |
|
||
|
5 |
中频电源总功率 |
400KW |
|
||
|
6 |
管材最高退火温度 |
550℃ |
|
||
|
7 |
管材正常退火温度 |
400-450℃ |
|
||
|
8 |
料筐规格 |
Φ3050×1500mm |
|
||
|
9 |
最大料重 |
600kg |
|
||
|
10 |
最大收放卷驱动能力: |
2000kg(铝管+料筐) |
|
||
|
11 |
退火后铝管质量标准: |
符合现行国家标准 |
|
||
|
12 |
收放料辊道 |
两工位 |
|
||
|
13 |
控制电源总功率 |
90kW |
|
||
|
14 |
机组总装机功率 |
900kw |
|
||
|
15 |
设备总重 |
30T |
|
||
|
16 |
液压系统压力 |
100kgf/cm2 |
|
||
|
17 |
液压系统流量 |
10L/min |
|
||
|
18 |
压缩空气压力 |
4-7kgf/cm2 |
|
||
|
19 |
压缩气体用量 |
120-200Nm3/h |
|
||
|
20 |
氮气压力 |
3-5kgf/cm2 |
|
||
|
21 |
氮气流量 |
60-80Nm3/h |
|
||
|
22 |
电源闭环冷却塔 |
|
|
||
|
23 |
开环冷却塔 |
|
|
||
|
24 |
占地面积 |
机组宽度12620mm 机组中心高1100mm 机组总长27050 mm 机组总高2200mm 收放料中心距24000 mm |
|
||
|
25 |
总装机容量(1000kW) |
|
|||
|
炉型 |
中频电源总功率 |
电机总功率 |
控制电源功率 |
总容量 |
|
|
TL400/×400 |
2×400 |
80 |
10 |
900 |
|
中频加热炉介绍:
此加热装置,是我公司专为铝管在线退火而设计的,针对其在运动中进行连续加热及被加热工件为铝材的特点,在系统设计中对电源、感应器各参数应做特殊设计,整套系统采用两套400KW/6KHZ电源进行加热,感应器外部制作成铝质封闭外壳,内充保护性气体(氮气)以防铝管加热氧化,此系统具有以下特点:
1.1中频电源为400KW/6KHz。由于功率较大,频率较高,电源设计有一些特殊要求。这些将在电源的描述中详细说明。
1.2中频电源和感应器均采取闭环冷却塔冷却方式,使设备的体积较小,容易安装。
1.3自动连续生产,可根据不同工件参数自动调整生产速度。
1.4生产线传输滚道采用变频调速,加上计算机控制可实现温度、速度、功率等的闭环控制。
2、系统设备运行方案:
2.1系统功率的选择:
加热总功率的选择根据贵方400m/min的要求,选择为400KW。
2.2方案的选择:
根据加热工况为快速运行中加热的设备使用特点,由于感应加热的提温速度过快,无保温过程,从而影响铝管晶粒组织的细化过程,故该套系统采用脉冲式分段连续加热的方式,该种加热方式适用于连续式加热,是一种国外目前最先进的加热方式,这种加热方式可使铝管在经过无炉体部分有短时间的保温过程,这个保温过程在铝管的退火工艺中保证了其晶粒组织的细化过程,使其内部的晶粒细小、均衡,从而可使铝管退火后能达到贵公司的加工工艺要求。同时对于在加热炉体内的加热铝管不会引起轴向上的过大温差从而在某种程序上能克服热应力所造成的微观裂纹。
2.3 设备配置及加热工艺过程的实现:
将所需电源400KW/6KHZ为两台加热炉体供电,两台加热炉体对铝管进行加热,每台炉体对铝管进行一次快速提温后,经过短时间的保温过程,这个过程为无加热过程,为防止进入下一台感应炉时铝管低头而无法对准,中间设有机械滚轮装置定位;为了防止铝管加热过程的氧化,将两台炉体及导位部分装入一台密封的外壳之中,其中通入惰性气体;每台炉体的长度为400MM,机械滚轮装置与炉体之间的距离为单边20MM,炉体部分合计长度为800MM,考虑外壳占用部分空间,该加热部分总长度需1200MM即可。
将两台炉体和一套机械滚轮装置底座均固定在同一个炉体底座上,炉体的外壳为硬质铝合金,可同时起到保护气体密闭和磁屏蔽作用,使机架、滚轮等不被漏磁感应加热;炉体外壳设计为可拆卸式,对于炉体的检修、机械滚轮装置的更换均提供了方便。
Aluminum tube induction heating continuous annealing production line
First, the machine structure
The continuous in-line annealing furnace is composed of a discharging mechanism, a clamping and fixing main machine, a heating intermediate frequency furnace, an intermediate frequency furnace for heat preservation, a quenching and drying mechanism, a tensioning mechanism, a receiving mechanism, an auxiliary system speed measuring device, and a computer control core system. In the continuous online annealing unit, the induction heating furnace is the core of the normal operation of the whole machine, and the computer automatic control system is the control core.
Process flow: the discharge basket is in place―the aluminum tube passes through the nesting roller to the front pinch mechanism through the loop detection mechanism―cleaning the outer wall―drying―horizontal straightening―vertical straightening―vertical pinching―induction heating―insulation― Quenching and cooling - blow drying - pinch tensioning mechanism - receiving
Control system structure and characteristics
The aluminum tube induction heating continuous annealing production line is a fully automatic working mode. After the completion of the guiding work, the operator only needs to set the annealing line speed and the annealing temperature online, and all other operations are automatically realized by the computer. This control system has the following characteristics:
(1) The drive system of the receiving and discharging mechanism and the clamping mechanism adopts a series of vector controllers, and the driving system of the tensioning mechanism adopts a DC controller.
(2) The computer system uses Taiwan Advantech. The operating system xp can implement networked control.
(3) The human-machine interface adopts Samsung's 23 -inch LED screen touch screen, which is very convenient for operation and debugging personnel to carry out system monitoring.
(5) Application software In addition to the conventional logic control, the tube induction continuous annealing controller application software has the following functions:
1 P ― V ( power-speed ) auto follow function. Intermediate frequency power supply according to pipe specifications and annealing process requirements
The output power automatically follows the change in the speed of the aluminum tube to ensure that the annealing temperature is stable. TL400 type tubes 20 at a speed 400m / min continuously adjustable.
2 Use the measured module to calculate the control voltage of the intermediate frequency power supply. The method is simple and reliable, and is not subject to temperature measurement devices.
Measure the impact of the operating state of the power system. The precise power control model guarantees the control accuracy of the annealing furnace.
3 aluminum tube micro tension control function. The aluminum tube is automatically built during the heating process, so that the aluminum tube is annealed.
Not stretched or shrunk in the state.
4 receiving and discharging speed compensation function. Use the loop detection and collection and discharge speed compensation calculation to ensure the receipt of the basket,
The discharging speed follows the linear velocity of the annealed aluminum tube, and the discharging is stable and the receiving is balanced.
Third, the main technical parameters of the equipment
|
Serial number |
name |
specification |
Remarks |
||
|
1 |
Heated material |
Aluminum and aluminum |
|
||
|
2 |
Annealed pipe outer diameter |
Φ 6.0 ― 22.0mm |
|
||
|
3 |
Maximum wall thickness |
0.3-2.0mm |
|
||
|
4 |
Annealing speed |
30 ~ 400m / min |
|
||
|
5 |
IF power total power |
400KW |
|
||
|
6 |
Tube maximum annealing temperature |
550 °C |
|
||
|
7 |
Normal annealing temperature of pipe |
400-450 °C |
|
||
|
8 |
Basket specifications |
Φ 3050 × 1500mm |
|
||
|
9 |
Maximum material weight |
600kg |
|
||
|
10 |
Maximum rewinding and reeling drive capability : |
2000kg ( aluminum tube +basket ) |
|
||
|
11 |
Aluminium tube quality standard after annealing : |
Conforms to current national standards |
|
||
|
12 |
Retracting roller |
Two stations |
|
||
|
13 |
Control the total power of the power supply |
90kW |
|
||
|
14 |
Total installed power of the unit |
900kw |
|
||
|
15 |
Total weight of equipment |
30T |
|
||
|
16 |
Hydraulic system pressure |
100kgf/cm2 |
|
||
|
17 |
Hydraulic system flow |
10L/min |
|
||
|
18 |
Compressed air pressure |
4-7kgf/cm2 |
|
||
|
19 |
Compressed gas dosage |
120-200Nm3/h |
|
||
|
20 |
Nitrogen pressure |
3-5kgf/cm2 |
|
||
|
twenty one |
Nitrogen flow |
60-80Nm3/h |
|
||
|
twenty two |
Power closed loop cooling tower |
|
|
||
|
twenty three |
Open loop cooling tower |
|
|
||
|
twenty four |
Floor area |
Unit width 12620mm The center of the unit is1100mm high Total length of the unit27050 Mm The total height of the unit is 2200mm Receiving and discharging center distance 24000 Mm |
|
||
|
25 |
Total installed capacity (1000kW ) |
|
|||
|
Furnace type |
IF power total power |
Total motor power |
Control power supply |
total capacity |
|
|
TL 400/×400 |
2×400 |
80 |
10 |
900 |
|
Intermediate frequency heating furnace introduction:
This heating device is designed for on-line annealing of aluminum tubes. It is designed for continuous heating and heating of workpieces in aluminum. In the system design, special parameters should be made for the parameters of power supply and inductor. The whole system is heated by two sets of 400KW/6KHZ power supply. The outside of the inductor is made of aluminum closed casing , which is filled with protective gas ( nitrogen ) to prevent heating and oxidation of the aluminum tube . This system has the following characteristics:
1.1 The intermediate frequency power supply is 400KW/6KHz . Due to the high power and high frequency, the power supply design has some special requirements. These will be detailed in the description of the power supply.
1.2 The intermediate frequency power supply and the sensor adopt the closed-loop cooling tower cooling mode , which makes the equipment small in size and easy to install.
1.3 Automatic continuous production, the production speed can be automatically adjusted according to different workpiece parameters.
1.4 The production line transmission raceway adopts frequency conversion speed regulation, and computer control can realize closed-loop control of temperature, speed and power.
2 , system equipment operation plan:
2.1 System power selection :
The total heating power is selected according to your requirements of 400m/min and is chosen to be 400KW .
2.2 Choice of the program:
According to the heating condition, the characteristics of the equipment used for heating in the fast operation, because the heating speed of the induction heating is too fast, there is no heat preservation process, thus affecting the refinement process of the aluminum tube grain structure, so the system adopts pulse type segmentation continuous The heating method is suitable for continuous heating. It is the most advanced heating method in foreign countries. This heating method can make the aluminum tube have a short-term heat preservation process in the non-furnace part. The annealing process of the aluminum tube ensures the refinement process of the grain structure, so that the internal crystal grains are fine and balanced, so that the aluminum tube can be tempered to meet the processing requirements of your company. At the same time, the heated aluminum tube in the heating furnace does not cause an excessive temperature difference in the axial direction, so that the micro crack caused by the thermal stress can be overcome in some procedures.
2.3 Equipment configuration and realization of the heating process:
The required power supply 400KW/6KHZ is used to supply two heating furnace bodies, and two heating furnace bodies are used to heat the aluminum tubes. After each furnace body is rapidly heated by the aluminum tubes, after a short period of heat preservation process, the process is There is no heating process. In order to prevent the aluminum tube from falling down when entering the next induction furnace, it is impossible to align, and the mechanical roller device is positioned in the middle; in order to prevent oxidation of the aluminum tube heating process, the two furnace bodies and the guiding portion are loaded into one In the sealed outer casing, inert gas is introduced into it; the length of each furnace body is 400MM , the distance between the mechanical roller device and the furnace body is 20mm on one side , and the total length of the furnace body is 800MM . Considering the space occupied by the outer casing The total length of the heating portion needs to be 1200 MM .
The two furnace bodies and a set of mechanical roller device bases are fixed on the same furnace body base. The outer shell of the furnace body is made of hard aluminum alloy, which can simultaneously protect the gas sealing and magnetic shielding, so that the frame, the roller, etc. It is not heated by magnetic flux leakage; the shell of the furnace body is designed to be detachable, which provides convenience for the inspection of the furnace body and the replacement of the mechanical roller device.
http://www.firstfurnace.com/BdwlkjNews.asp?id=1488
http://www.yxdianlu.com/BdwlkjProduct.asp?id=430




















手 机:15038554363